
원래 장소:
중국
브랜드 이름:
LIJIANG
인증:
CE
모델 번호:
LJTB01





높은 비용 성과 걸출한 액체 걸출한 성과 부틸 고무 기계
내부 모수의 조정 그리고 기능
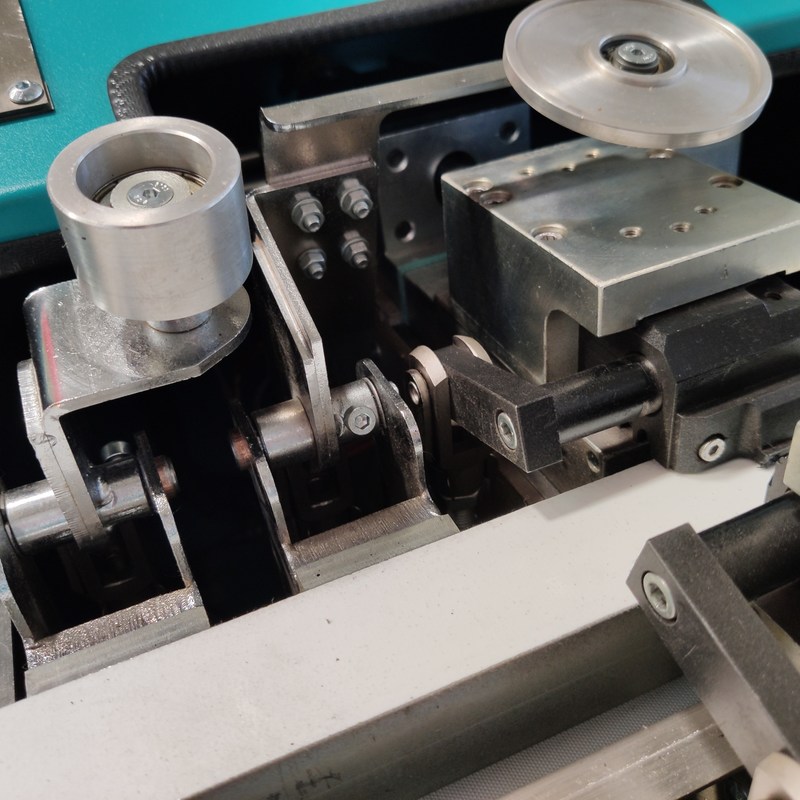
밟는 앞바퀴: 알루미늄 구조의 앞부분이 부틸 광전자적인 스위치 후에 후에 감응작용 신호 지연 밟히는 시간을 참조합니다.
앞바퀴 상승: 알루미늄 구조의 후부가 이 모수에 의해 놓인 감응작용 신호 지연의 시간 없이 접착제로 붙인 광전자적인 스위치를 남겨둔 후에 정면 압력 바퀴의 들기 참조합니다. 시작을 접착제로 붙이기: 이 모수 고정되는 시간, 접착제로 붙이는 스위치 열릴 감응작용 신호 지연과 더불어 광전자적인 스위치를, 접착제로 붙일 후에 알루미늄 구조의 정면 부분이 접착제로 붙이기 시작하기 위하여 때 참조합니다. 접착제로 붙이기의 끝: 접착제로 붙일 중지할 감응작용 신호 지연이 이 모수 고정되는 시간, 접착제로 붙일 스위치 없을 때 알루미늄 구조의 정면 부분 남겨둘 접착제로 붙이는 광전자적인 스위치를 참조합니다. 압력 바퀴 후에 아래로: 압력 바퀴 후에 아래로 감응작용 신호 지연 이 모수 고정되는 시간, 와 더불어 부틸 광전자적인 스위치 후에 때 알루미늄 구조 정면 부분, 참조합니다. 후방에게 압력 바퀴 들기: 알루미늄 구조의 후부가 접착제로 붙이는 광전자적인 스위치를 떠나골 감응작용 신호 지연 모수 조정을 위한 아무 시간도 없을 때 드는 후방 압력 바퀴를 참조합니다. 아크 지연 부틸: 아크 부틸이 발에 족답 후에, 부틸 시간을 연기할 때. 특별하 모양 중간 압력 바퀴 지연 시간: 발에 족답 후에 특별하 모양에게 접착제로 붙이기, 중간 압력 바퀴 가을의 지연 시간 때. 특별하 모양 지연 부틸: 특별하 모양때의 부틸은, 발을 후에 부틸 입 지연 부틸 시간 풀어 놓습니다.
![]()
![]()
![]()
![]()
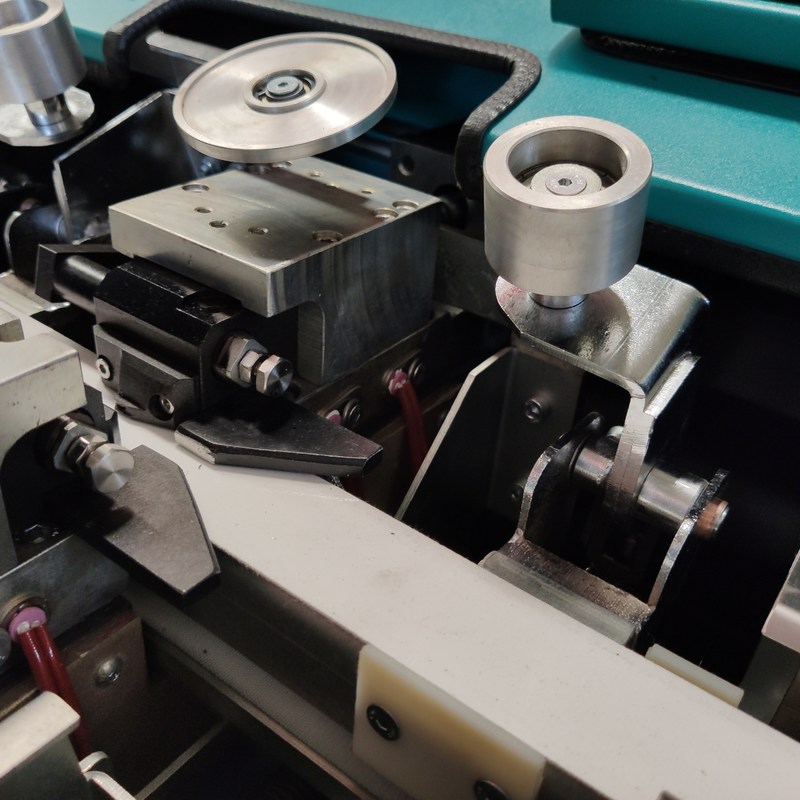
부틸 압력의 조정
공기 근원의 압력을 조정하는 것은 유압 주 시스템의 압력을 조정할 수 있습니다. 일반적으로 0.4 0.4 MPa에서
접착제로 붙이는 압력의 크기를 조정하기 위하여 압력 감소시키는 벨브 손잡이를 조정하십시오. 알루미늄 막대기는, 고무 입 배열 마이크로 스위치, 알루미늄을 검출하는 뒤에 오는 기사 금속 탐지기의 오른쪽에 고무 입에 작동할 필요가 있을 것입니다, 고무 입은 마이크로 스위치의 앞에 알루미늄 막대기에 1 2 초 후에 자동적으로 움직이고, 역행시킵니다, 고무 입은 신호와 더불어 마이크로 스위치로, 달린 알루미늄 지구를 승진시키는 배플 후에 자동적으로, 전진하고 자동의 정지는, 자동 고무 입 폭을 완전합니다 조정합니다.
![]()
스위치 단추를 누르고 피스톤 출구 후에 고무 실린더의 손잡이를 손으로 당기십시오. 부틸 구획을 부틸 실린더로 끼워넣고, 부틸 실린더 기초를 청소하고 약간 윤활유를 솔질하고, 그 후에 부틸 실린더를 누르고 단추로 부틸 실린더를 누르십시오. 광전자적인 스위치는 2개의 조사를 통해서 광전자적인 스위치의 쌍, 알루미늄 막대기 직접 막습니다 전송 사이 신호를, 부틸 접착제 일하는 것을 시작되었습니다, 2개의 조사의 임명 맞추어져야 합니다, 너무 많은 탈선 아닙니다입니다.
기술적인 자료
| 짜기 압력 | 10-18MPa |
| 온도 | 110~140℃ |
| 알루미늄 간격 장치 폭 | 4-30mm |
| 속도 | 0-47m/min |
| 부틸 실린더의 직경 | 200mm |
| 항공 보급 | 0.4m ³ /min |
| 공기의 압력 | ≥0.6MPa |
| 총 힘 | 380V, 5KW, 50HZ |
| 차원 | 2600×680×1100mm (L×W×H) |
| 무게 | 650kg |
직접적으로 당신의 조사를 우리에게 보내세요


 english
english
 français
français
 Deutsch
Deutsch
 Italiano
Italiano
 Русский
Русский
 Español
Español
 português
português
 Nederlandse
Nederlandse
 ελληνικά
ελληνικά
 日本語
日本語
 한국
한국
 العربية
العربية
 हिन्दी
हिन्दी
 Türkçe
Türkçe
 indonesia
indonesia
 tiếng Việt
tiếng Việt
 ไทย
ไทย